

Olika metallfilar har olika slags tänder, olika tandstorlekar och olika former på bladet.
Raspen med fristående frästa tänder är för trä och halvhårda plaster.
De frästa bågarna på den platta karosserifilen får bort spåren efter alla andra filar.
Tre filar klarar det mesta
Minska tempot så hinner filen bita

Det är allra bäst om du kan spänna fast arbetsstycket i navelhöjd i ett skruvstycke.
Den grova, den finare och den spårlösa
Verkstadsfilar

Skärpfilar

Nålfilar

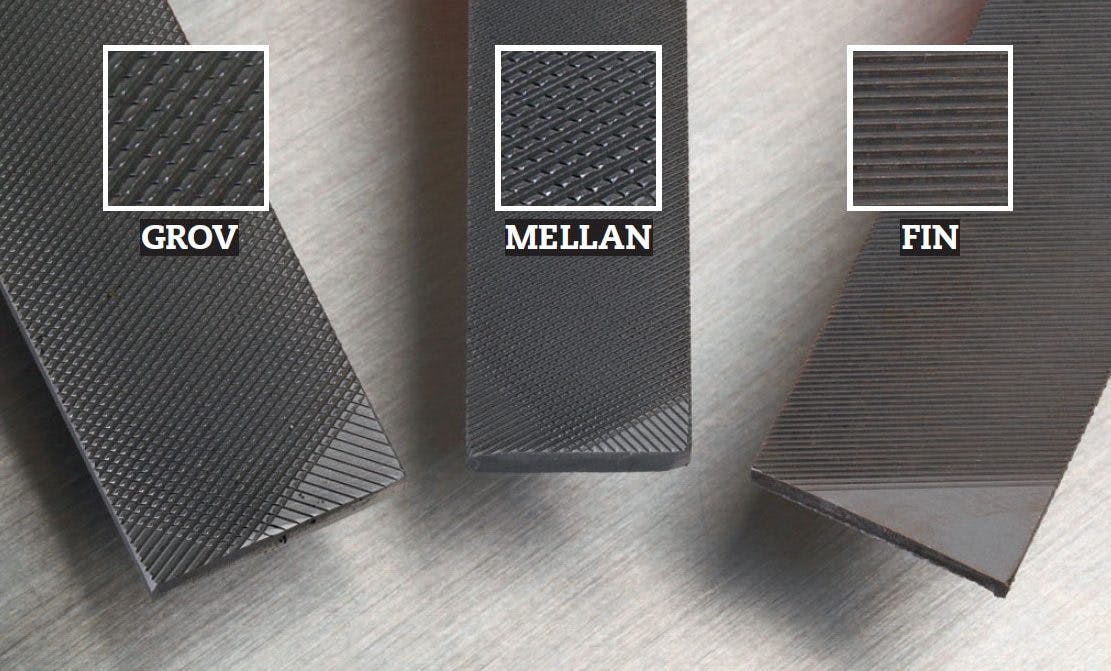
De huggna mönstren
Enkelhuggen
Den engradiga filen har ett enkelt mönster och ger en mycket slät och plan yta. Filen är därför den bästa när du avslutar bearbetningen av ett arbetsstycke och önskar en mycket fin yta. Nackdelen med filen är att tänderna lätt packas med filspån, framför allt vid bearbetning av mjuka metaller. Filen drar lite lätt åt sidan.

Krysshuggen
När mönstret huggs ut också vinkelrätt mot det första får man en krysshuggen fil, dvs. dubbegradig. Det tar bort mer material och mönstret är bra för grov filning, men det är tändernas storlek som avgör hur fin filen är. Spånen bryts av och packas därför inte ihop i mönstret och det är lättare att styra denna fil.

Öberg Cut
Denna yta påminner om den enkelgradiga fast med djupare spår som dessutom har fått tvärgående hugg för att spånen ska brytas på ett effektivare sätt. Filtypen är bra för bearbetning av mellanhårda metaller som brons, mässing, järn och icke härdat stål som ska filas rätt grovt och därför ska efterbearbetas.
Karosserifilar

Raspar

Surform

De frästa tänderna och ett rivjärn

Karosserifilar
De frästa svängda spåren är en radial tandning och kallas även pansar. Filarna används inte bara på bilverk städer utan kan bearbeta alla mjuka metaller och andra halvhårda material eftersom spånen inte fastnar så lätt. Med karosserifilen får man en repfri yta, även om man använder en av de grövsta modellerna.

Raspar
De många vassa tänderna på raspens yta har gjorts för att filen ska kunna arbeta både snabbt och grovt i trä. Raspen är perfekt när man vill runda av en kant eller arbetar med svängda former i trä eller halvhårda plaster. Tänderna har frästs ut (precis som på karossans-serifilen) och därefter har klingan härdats.

Surform
Ingen ”riktig” fil utan snarare en kombination av en hyvel och en fil, med andra ord ett rivjärn för bearbetning av trä och mjuka material (ej metall). Materialet är ett tunt blad av stål med en mängd stansade hål. Bladen blir rätt snabbt slöa men de kan rätt lätt tas loss och ett nytt spännas fast. Bladen är relativt billiga.